The elaborate hand forged double horned anvil is efficient for the blacksmith and is in itself an artform. In the middle ages a simple steel block was the typical anvil.
With the development of more artistic blacksmithing in each village, a more efficient and better quality anvil was required.
Many attempts were made to make anvils from cast iron and steel. These early attempts failed due to poor quality of the castings.
Up until 1956 the blacksmith anvil was made of many parts forged and fire welded together.
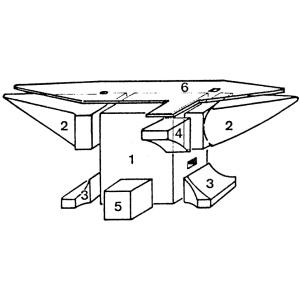
The various individual parts comprising the horns (2), the feet (3), the side shelf (4), and the heel (5) were all fire welded to the main body called the Luppe (1). For example, the Luppe was heated in a main coal fire and the foot was heated in a separate fire used just for individual parts. After both reached welding temperature the pieces were put together and forge welded by the sledge hammers of 4 to 6 blacksmiths.
Up to this point, the anvil was made of iron which could not be hardened and was called “puddeleisen” ,puddled iron, or wrought iron.
Now came the most importand and heaviest part of the forging work, the forge welding of the steel plate (the anvil face (6)). This work was done by 6 to 8 anvil smiths each with heavy sledge hammers hitting around the plate in turn. The plate had to be welded without stop in 15 minutes. It was better to have 8 men as then each man had a little longer to rest between blows. After completion of the face welding, the men flattened and straightened the anvil with their hammers.
The last shaping step was the filing of the round horn with a 2 meter (6 foot) long file. This was held by two men. All this was done hot as it was easier than if it were cold.
The next major step was to plane/polish the anvil face. This was done on a stone wheel 6 feet in diameter.
For all this work the machinery was powered by waterwheels. One waterwheel ran the drop hammer used to forge the various parts, one waterwheel ran the stone wheel, and one waterwheel ran the blower for the fires.
The last part of the work was to harden the anvil-face by cooling the hot anvil in water. 20 tons of coal were used every month for their daily forgings. Using these methods and factory, they made anvils up to 550 kg. or 1215 lb. The only devices the men used to manhandle the big anvils were iron rods used as levers. They also utilized leather rags to keep the heat from their bodies.
Due to improvements in casting iron, since 1956 the old forged anvil body was replaced by a one piece cast iron forging. The casting was still faced by the fire welding of a top plate using the traditional method. Since 1975, technology improvements have allowed anvils to be made entirely of cast steel. The face is still hardened in the traditional mannerie, heated in a coal forge, and quenched in water. This process allows for an anvil of a consistent quality that is superior to previous anvils. It also results in a face that is as hard as the fire welded plate, but hard to a much greater depth.